স্ট্যাম্পিং ডাই ম্যানুফ্যাকচারিংয়ে নির্ভুলতা নিশ্চিত করার জন্য 5 টি মূল কারণ
স্ট্যাম্পিং ডাইতে মাইক্রন স্তরের নির্ভুলতা অর্জনের জন্য কঠোর নিয়ন্ত্রণ প্রয়োজনপাঁচটি সমালোচনামূলক পরামিতি:
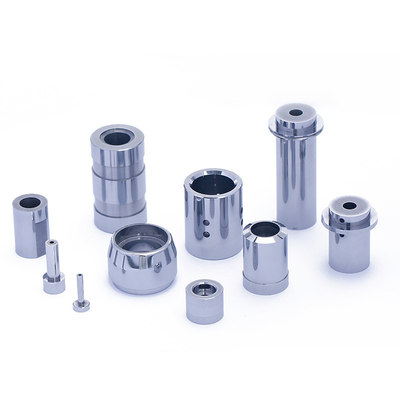
1উপাদান নির্বাচন
- টংস্টেন কার্বাইড (আইএসও কে১০-কে৪০):
এইচআরএ ৯২ পর্যন্ত কঠোরতার সাথে।5, এটি ইলেকট্রনিক সংযোগকারী পিন স্ট্যাম্পিংয়ের মতো উচ্চ পরিধান অ্যাপ্লিকেশনগুলির জন্য আদর্শ।
- পাউডার হাই স্পিড স্টীল (এএসপি 30):
জটিল জ্যামিতির জন্য উপযুক্ত, HRC 64-66 কঠোরতা পোস্ট তাপ চিকিত্সা প্রদান করে।
2. পৃষ্ঠ শেষ অপ্টিমাইজেশান
- ইডিএমের পর পলিশিং প্রক্রিয়াঃ
- রুফ পোলিশিংঃ #400 ডায়মন্ড গ্রিলিং হুইলস (Ra 0.4μm → 0.2μm) ।
- সূক্ষ্ম পোলিশিংঃ রাসায়নিক-মেকানিক্যাল পোলিশিং (সিএমপি) Ra < 0.05μm অর্জন করে।
- ড্রো পিজি সিরিজ ডাইস:
আয়না পলিশিং প্রযুক্তি Ra 0.1μm এর নিচে ধ্রুবক স্ট্যাম্পযুক্ত অংশ রুক্ষতা নিশ্চিত করে।
3তাপীয় ব্যবস্থাপনা
- কনফর্মাল কুলিং চ্যানেলঃ
তাপীয় বিকৃতিকে কম করার জন্য ±2°C এর মধ্যে ডাই তাপমাত্রা বজায় রাখা।
- কেস ডেটা:
স্মার্টফোনের ধাতব কেসিং উৎপাদনকারী একজন গ্রাহক 500k থেকে 820k চক্র পর্যন্ত ডাই লাইফটাইম বাড়িয়েছিলেন।
4. সহনশীলতা নিয়ন্ত্রণ
- মাইক্রো-হোল মেশিনিং:
০.০০২ মিমি ব্যাসার্ধের মাইক্রো-ইডিএম ইলেক্ট্রোড ব্যবহার করে ±০.০০২ মিমি ব্যাসার্ধের সহনশীলতা অর্জন করে।
-ড্রো কিনিয়েট সাব-ব্র্যান্ড:
পিজি পঞ্চ পিন 0.001mm/100mm এর সোজা গ্যারান্টি দেয়।
5রক্ষণাবেক্ষণ প্রোটোকল
- দৈনিক চেকঃ
পিএইচ-নিরপেক্ষ দ্রাবক দিয়ে অবশিষ্ট তেল পরিষ্কার করুন।
- মাসিক ক্যালিব্রেশনঃ
লেজার ইন্টারফেরোমেট্রি (থ্রেশহোল্ডঃ ≤0.003 মিমি) এর মাধ্যমে সমতলতা যাচাই করুন।

অভ্যন্তরীণ লিংকঃ
- কেস স্টাডি: `/en/stamping-die-case-study `
- হোয়াইট পেপার: `/en/surface-finish-standards`
- প্রোডাক্ট ক্যাটালগঃ `/en/টংস্টেন-কার্বাইড-ডাই `

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!